7. Cathodic protection of pipelineDiscovery of the cathodic protection principleAbout 1820 the Navy Board was anxious to find the reason why copper sometimes got fouled, whilst iron was dissolving, and at other times the copper was dissolving rather too quickly. A Committee was formed with the Royal Society, of which Sir Humphry Davy was President. Davy had already in 1806 advanced the hypothesis that chemical and electrical charges may be identical, and later convinced Berzelius of this idea. Now, assisted by Michael Faraday, he began to experiment with copper and other metals, such as iron and zinc in various saline solutions, and found the electrochemical reactions he had expected.
In January 1824 Sir Humphry Davy put forward his findings that iron or copper, and for that matter any other metal in saltwater where oxygen is present, forms a galvanic battery and one metal or the other is gradually dissolved, depending on the scale of nobility in the galvanic series. He advocated a small quantity of zinc, or of even cheaper malleable iron, should be placed in contact with copper, and thereby prevent its corrosion. The following year he was able to move away from the laboratory tests and continue his research aboard a naval vessel. Davy found that small "protectors" of malleable iron preserved the copper by the iron gradually dissolving in a galvanic process.
DEFINITIONS :• Cathodic Protection : Reduction of corrosion rate by shifting the corrosion potential of the electrode toward a less oxidizing potential by applying an external electromotive force.
• Galvanic Anode : A metal which, because of its relative position in the galvanic series, provides sacrificial protection to metals that are more noble in the series, when coupled in an electrolyte.
• Galvanic Cathodic Protection System : A cathodic protection system in which the external electromotive force is supplied by a galvanic anode.
• Impressed Current Cathodic Protection System : A cathodic protection system in which the external electromotive force is provided by an external DC power source.
• Groundbed : One or more anodes installed below the earth's surface for the purpose of supplying cathodic protection.
• Rectifier : A device which converts alternating current to direct current.
• Conventional Groundbed : A group of anodes installed remote (300 feet or more) from the structure and spaced on 15 to 30 foot centers.
• Distributed Anode Groundbed : A group of anodes installed close (5 to 20 feet) to and along a structure to be protected and spaced on 25 to 500 foot centers.
• Deep Anode Groundbed : One or more anodes installed vertically at a nominal depth of 50 feet or more below the earth's surface in a drilled hole.
• Shallow Vertical Groundbed : One or more anodes installed vertically at a nominal depth of 50 feet or less below the earth's surface .
7.1 CATHODIC PROTECTIONCathodic protection is the most widely applied electrochemical corrosion control technique. This is accomplished by applying a direct current to the structure which causes the structure potential to change from the corrosion potential (Ecorr) to a protective potential in the immunity region.
The required cathodic protection current is supplied by sacrificial anode materials or by an impressed current system. Most metals in contact with an aqueous environment having a near neutral pH can be cathodically protected.
7.2 Applications :1. Petroleum & Petrochemical:
underground piping and storage tanks, above ground storage tank bottoms, internal surfaces of water storage tanks, heat exchangers and storage well casings
2. Marine:
ships, barges, buoys, steel or reinforced concrete dock structures, offshore pipelines, offshore drilling and production platforms
3. Pulp & Paper:
effluent clarifiers, underground piping, aboveground storage tanks bottoms, foundation pilings, watermains and effluent discharge piping
4. Reinforced concrete structures:
bridges, parking garages and foundations
5. Municipal:
foundation pilings, iron and steel watermains, concrete pressure pipes, sewage treatment clarifiers, sewage pump stations
6. Electrical Power Industry:
cooling water pipelines & intakes, grounding systems, tower footings, penstocks, condensers.
7.3 Type of cathodic protection7.3.1 GALVANIC CATHODIC PROTECTION SYSTEMGalvanic anodes are most efficiently used on electrically isolated coated structures. The current output of a galvanic anode installation is typically much less than that which is obtained from an impressed current cathodic protection system.
Galvanic anode installations tend to be used mostly on underground structures in applications where cathodic protection current requirements are small and where earth resistances are acceptably low. as shown in fig(7-1) .
7.3.1.1 Materials :*Magnesium anodes are available in a variety of shapes and sizes, bare or prepackaged with the most popular being the 17 lb. prepackaged anode. As a general guideline, one may assume magnesium anodes to be acceptable where soil resistivities are between 1,000 ohm-cm and 5,000 ohm-cm. Short chunky shapes are suitable for low resistivity areas, but long slender shapes should be employed in Higher resistivity areas.
*Zinc anodes are also available in many shapes and sizes. They are appropriate in soils with very low resistivities (750 ohm-cm to 1500 ohm-cm). Favorable environments are sea water and salt marshes. Short chunky shapes are suitable for low resistivity areas, but long slender shapes should be employed in higher resistivity areas.
*Aluminum anodes are not commonly used in earth burial applications. Some proprietary aluminum alloy anodes work well in a sea water environment see fig (1)
7.3.1.2 Advantages :- Self-powered so no external power source is required.
- Easy field installation.
- Low maintenance requirement.
- Less likely to cause stray current interference problems on other structures.
- When the current requirement is small, a galvanic system is more economical than an impressed current system.
7.3.1.3 Disadvantages :- Low driving voltage.
- Limited to use in low resistivity soils.
- Low maintenance requirement.
- Not an economical source of large amounts of CP current.
- Very Little capacity to control stray current effects on the protected structure.

Fig(7-1) Sacrificial Anode CP System in Seawater
7.3.2 IMPRESSED CURRENT CATHODIC PROTECTION SYSTEMAn impressed current system is used to protect large bare and coated structures and structures in high resistivity electrolytes. Design of an impressed current system must consider the potential for causing coating damage and the possibility of creating stray currents, which adversely affect other structures See fig (7-2) .
An impressed current system consists of the following components:
- Rectifier (current supply)
- Counter electrode
- Reference electrode
7.3.2.1 Advantages:- Flexibility
- Applicable to a variety of applications
- Current output may be controlled
- Not constrained by low driving voltage
- Effective in high resistivity soils
7.3.2.1 Disadvantages :- Increased maintenance
- Higher operating costs
- May cause interference on other structures
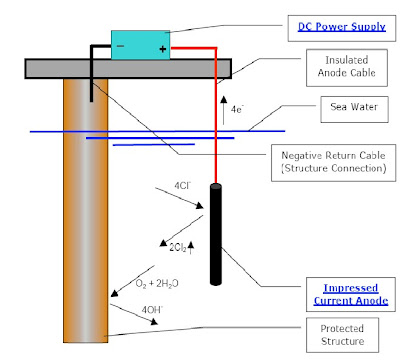
Fig(7-2) Impressed Current Cathodic Protection System

Table (7-1) Comparison of CP System Characteristic
7.4 CATHODIC PROTECTION - THEORYCarbon steel and stainless steel (depending on the temperature) exposed to seawater will suffer from corrosion. The following reactions will occur on the surface :
• Anodic reaction: Fe → Fe2+ + 2e- eq(7-1)
• Cathodic reactions: O2 + 2H2O + 4e- → 4OH- eq(7-2)
2H+ + 2e- → H2(g) eq(7-3)
These reactions can be shown schematically in a over voltage diagram (E - logi) according to Figure
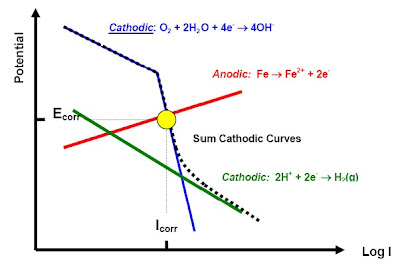
Fig(7-3) Over voltage diagram (E-log I) for steel in seawater
The actual corrosion situation is defined by the crossing of the anodic reaction curve (Eq.7-1) and the sum curve for the cathodic reactions (Eq .(7-2) and (7-3) ).
This corresponds to a corrosion potential of Ecorr and a corrosion current density
icorr ( i = Icorr/Area). The corrosion rate is proportional to the current density icorr.
The corrosion potential Ecorr for carbon steel is in the order of -600 mV vs. Ag/AgCl(1). As can be seen from the Pourbaix diagram this indicate that carbon steel will be in the corrosion region in water with pH = 7. One way to reduce the corrosion rate is to lower the potential into the immune region of the Pourbaix diagram. According to Fig(7-3),
a lowering of the potential will also reduce the current density on the anodic reaction (iron dissolution). This is called cathodic protection (CP) and is achieved by supplying an external current to the structure to be protected.

Fig (7-4) Overvoltage diagram for steel in seawater with protection current IP included
Figure (7-4) shows the E-logI curve with a cathodic current IP added. As can be seen from the figure the lowering of the potential caused by the external current, will reduce the anodic dissolution of iron according to Eq. (7-1) – see the yellow point in the figure.
For carbon steel in seawater the normal corrosion potential Ecorr is in the range -550 to -600 mV vs. Ag/AgCl. To achieve protection a potential EP ≤ -800 mV vs. Ag/AgCl is normally required for carbon steel in seawater .
Cathodic protection from sacrificial anodes is based on the principle of galvanic corrosion. This means that a less noble material is connected to the structure (metal) to be protected. To select the right sacrificial anode material, the galvanic series is important.
From this series one can see that carbon steel normally has a corrosion potential in the range -550 to -600 mV vs. SCE(2) in seawater. To reduce the potential by installing sacrificial anodes, an anode material with a potential more negative that -600 mV vs. SCE needs to be selected. The figure indicates that zinc and aluminum alloys are well suited as sacrificial anodes when protecting carbon steel.
Figure (7-4) also shows how the hydrogen reaction is more and more dominating when the potential is lowered. This is reason why it is important to restrict the min. potential on steels that can suffer from hydrogen induced cracking.
This protection current can be supplied in two different ways, as schematically shown in Figure (7-5) :
- Impressed current from an external power source
- Sacrificial anodes

Fig(7-5) A schematic picture of the cathodic protection principle with
a) sacrificial anodes
b) impressed current.
7.5 DESIGN OF A CATHODIC PROTECTION SYSTEM7.5.1 Steps in a design7.5.1.1 Preparation of the design basisBefore the design work starts a design basis shall be prepared and accepted by the customer/ management before the work starts. The design basis shall include the following information:
- Which standard or recommended practice to base the design upon
- Type of protection; sacrificial anodes or impressed current
- Combined protection with coating
- Current densities to be used (if not directly in accordance with the standard)
- Protection potentials (as above)
- If coating – type of coating and degradation rate
- Deviations from actual standard/RP
- Documentation to base the design upon
- Is the structure in electrical contact with other structures permanently or from time to time?
- Documentation level for the design
7.5.1.2 Definition of surface area to be protectedBased on the documentation of the actual structure the total surface to be protected shall be calculated. Assuming that different parts of the structure see different temperature levels and/or different water depths, total areas for the different regions shall be specified. Which region to divide the structure into shall be specified in the “Design Basis”.
Total area AT = Σ A1 + A2 + … An, n = 1 – m eq (7-4)
7.5.1.3 Calculation of total protection current Total protection current IT shall be calculated from the following equation:
IT = Σ (i1xA1 + i2xA2 + … inxAn) eq (7-5)
Where : i1, …in corresponds to the current density for area A1, … An.
three different current values have to be calculated :
1. Initial current, II: Cathodic current that is required to give an effective polarization of the surface shortly after exposure start up.
II = Σ(iI1xA1 + iI2xA2 + … + iInxAn) eq (7-6)
2. Average current, IA: Average or maintenance current as a measure of the anticipated cathodic current once the cathodic protection system has attained its steady state protection potential.
IA = Σ(iA1xA1 + iA2xA2 + … + iAnxAn) eq (7-7)
3. Final current, IF: Current required at the end of the exposure period with developed calcareous deposits and marine growth. It takes into account the additional current required to re-polarize the steel surface if the calcareous layer is partly and periodically damaged, e.g. by severe storms.
IF = Σ(iF1xA1x + iF2xA2 + … + iFnxAn) eq (7-8)
Assuming that the protection system consists of a combination between coating and cathodic protection, the required current for protection is multiplied with:
*Coating breakdown factor, fb: Anticipated reduction in cathodic current due to the application of an electrically insulating coating.
1. Total initial current:
ITI = Σ(iI1xA1xfbI1 + iI2xA2xfbI2 + … + iIn xA n x fbIn) eq (7-9)
2. Total average current:
ITA = Σ(iA1xA1xfbA1 + iA2xA2xfbA2 +…+ iAn x An x fbAn) eq (7-10)
3. Total final current:
ITF = Σ(iF1xA1xfbF1 + iF2xA2xfbF2 + … + iFnxAnxfbFn) eq (7-11)
* Situation with no coating on the surface:
Required protection current for the actual lifetime
IP = Max (II, IA, IF) eq(7-12)
*Situation with a combination between coating and cathodic protection:
Required protection current for the actual lifetime
IP = Max (ITI, ITA, ITF) eq (7-13)
7.5.1.4 Calculation of total anode weight Total required anode weight mTA (or mass) based on the average total current ITA is calculated according to the following equation:
mTA = (ITA x t x 8670)/(U x C) eq(7-14)
where:
t = Lifetime (years)
U = Utilization factor for the anode
C = Anode capacity (Ah/year)
8670 = # hours / year
7.5.1.5 Selection of anode type and size Anode size and shape shall be selected. The most frequent used sacrificial anode types and shapes are shown in Fig(7-6).

Fig(7-6) Anode Shape
a) Stand off,
b) Flush mounted,
c) Bracelet (Jotun Cathodic Protection – today Skarpenord Corrosion)
Anodes should be selected in standard size according to information from an accepted anode supplier. As soon as the actual anode type, material and size is selected anode parameters like:
- Utilization factor U
- Anode capacity C
- Anode resistance Ra
can be defined from the supplier documentation and/or calculations.
Anodes Types :
• Scrap iron is sometimes used as an anode simply because it is available. Non-uniform consumption, high rate of consumption, and discoloration of surrounding structures are distinct disadvantages.
• Graphite anodes are one of the most commonly used anodes for impressed current systems. Most common applications are to protect underground structures. Graphite anodes are suitable for deep, shallow vertical, or horizontal ground beds with carbonaceous backfill.
• High Silicon Cast Iron anodes are widely used in underground applications in both shallow and deep ground beds. Specially formulated high silicon cast iron anodes are also used in seawater.
Although the performance is Improved with coke breez , its use is no critical
• Platinized Titanium anodes take advantage of the low consumption rate and high current density. Voltages in excess of 10 Volts will result in severe pitting of the titanium core causing premature failure.
• Platinized Niobium/Tantalum anodes also take advantage of the properties of platinum, but avoid the low driving voltage restriction of platinized titanium anodes. Breakdown of the niobium oxide film occurs at approximately 120 Volts. Thus these anodes are used where high driving voltage is required.
• Magnetite anodes are quite expensive but have an extremely long life. They are therefore an economical choice for some applications.
.
• Mixed Metal Oxide anodes consist of a high purity titanium substrate with an applied coating consisting of a mixture of oxides. The titanium serves as a support for the oxide coating. The mixed metal oxide is a crystalline, electrically-conductive coating that activates the titanium and enables it to function as an anode. When applied on titanium, the coating has an extremely low consumption rate, measured in terms of milligrams per year. As a result of this low consumption rate, the tubular dimensions remain nearly constant during the design life of the anode - providing a consistently low resistance anode.
7.5.1.6 Anode resistance calculation The anode resistance Ra shall be calculated according to the formulas given in
Table (7-2).
Table (7-2) Anode resistance formulas
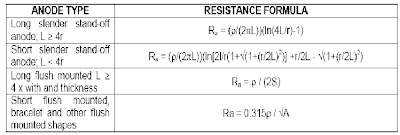
ρ = Seawater resistivity (Ωm)
L = Length of anode (m)
r = Anode radius (m)
S = Arithmetic mean of anode length and with
A = exposed anode surface area (m2)
7.5.1.7 Calculation of number of anodes Based on the selected anode type with weight ma, the required number of anodes,
NT1 , shall be calculated based on the following equation:
NT = MTA / ma eq(7-15)
7.5.1.8 Calculation of current output from each anode For the selected anode type, the number of anodes to deliver the total current shall be calculated for initial current ITI and total current ITF.
1. Current output from the anode – initial condition:
IaI = | EP – Ea | / RaI eq(7-16)
2. Current output from the anode – final condition:
IaF = | EP – Ea | / RaF eq(7-17)
Where:
EP = Protection potential (mV vs. Ag/AgCl)
Ea = Anode potential (mV vs. Ag/AgCl)
RaI = Anode résistance for initial anode size (Ωm)
RaF = Anode résistance for final anode size (Ωm)
7.5.1.9 Calculation of number of anodes Number of anodes NI based on initial conditions:
NI = ITI / IaI eq(7-18)
1. Number of anodes NI based on final conditions:
NF = IFI / IaF eq (3.19)
2. Select the final number N of anodes from:
N = Max (NI, NF, NT) eq(7-20)
7.5.2 Distribution of anodes
Anodes shall be distributed in a way that secure as even current- and potential distribution on the structure as possible. The following general rules can be given:
1. Secure an even distribution of anodes on a symmetrical structure (pipe)
2. Install more anodes close to a region with concentrated surface areas (node point)
3. Always install anodes under sea level
(1) Silver chloride = Ag / AgCl
(2) Saturated Calomel = SCE